EN
EN
 AR
AR
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 IT
IT
 KO
KO
 JA
JA
 PL
PL
 RU
RU
 ES
ES
 TL
TL
 UK
UK
 TR
TR
 TH
TH
 MS
MS
 BE
BE
 LO
LO
 EO
EO
 FA
FA
 VI
VI
 LT
LT
 IW
IW
 EL
EL
 CS
CS
 RO
RO
 PT
PT
 NO
NO
 HI
HI
 DA
DA
 HR
HR
 BG
BG
 ID
ID
 SR
SR
 SL
SL
 SK
SK
 HU
HU
 GL
GL
 GA
GA



Nouveau type de distributeur de liquide
- Introduction
Introduction
Grâce au distributeur air-liquide en forme de gouttière, le distributeur traditionnel à niveau en gouttière et la structure de collecte et de distribution de liquide, c'est-à-dire en utilisant une structure de distributeur à disque-gouttière et un châssis, on surmonte les limitations du distributeur à gouttière qui ne peut pas accomplir les fonctions de collecte et de distribution ainsi que les exigences d'installation du distributeur à disque-gouttière, l'utilisation inefficace de l'espace et les essais froids du fluide avant la sortie d'usine. De plus, un distributeur à liquide monocouche avec technologie anti-choc et stabilisation de la couche d'écoulement dans une tour de remplissage de grand diamètre est utilisé pour remplacer l'ancien distributeur à gouttière bicouche, ce qui offre non seulement des performances stables mais réduit également encore davantage les besoins en espace. Pour l'écart réservé entre le distributeur et le mur de la tour, une structure de protection en bordure circulaire est adoptée. L'installation de cette structure nécessite un matériau de base, évitant ainsi les inconvénients tels qu'un joint étanche strict de la surface circulaire du distributeur air-liquide à disque. Ce type de distributeur a été utilisé avec de bons résultats dans plusieurs projets.
À propos des caractéristiques de performance du distributeur air-liquide en forme de trémie
1. Caractéristiques de performance du distributeur air-liquide en forme de disque de trémie
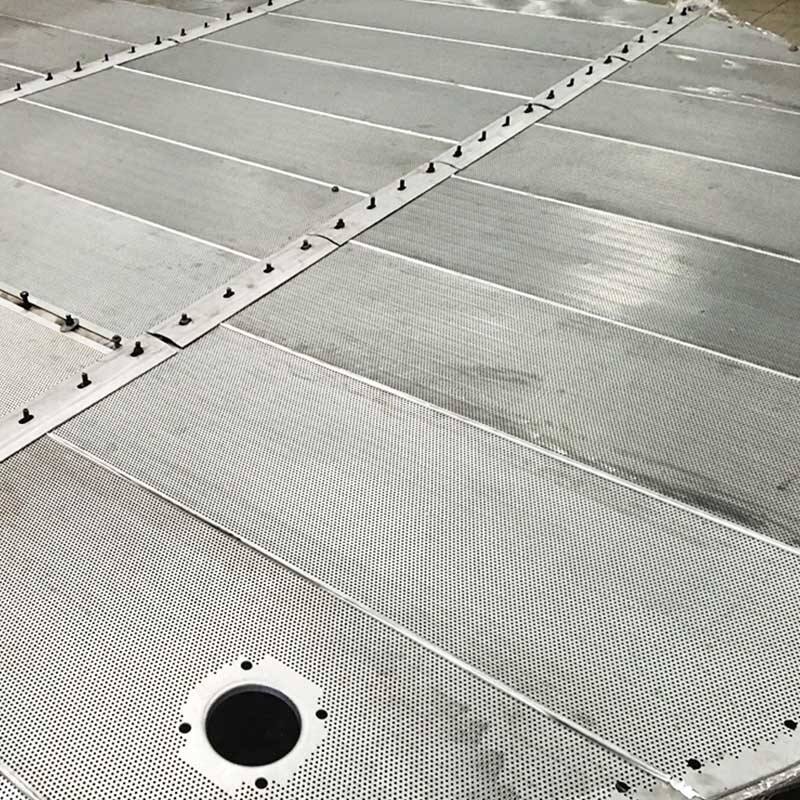
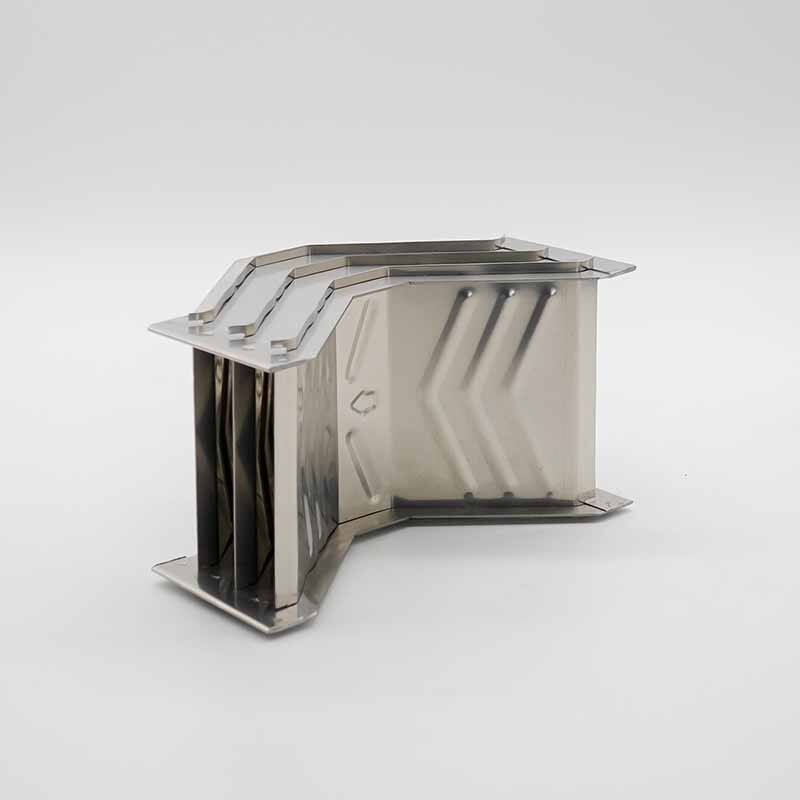
Ce qu'on appelle le distributeur air-liquide à disque en forme de gouttière est en réalité la modification ou l'amélioration du distributeur liquide à disque débordant ou à disque perforé. La caractéristique structurelle du distributeur liquide à disque réside dans le fait que les quatre parties, à savoir le tube ascendant rectangulaire, la conduite spéciale, le capuchon en forme d'onglet et la plaque plane, sont souvent équipées d'une ouverture de débordement triangulaire ou étroite à l'extrémité supérieure du tube ascendant. Les petits trous du distributeur liquide à disque perforé sont ouverts en bas de la plaque. Il est appelé distributeur air-liquide à disque car il ressemble à un distributeur liquide à disque débordant ou à disque perforé vu de face ; mais il ressemble également à un distributeur liquide étroit avec plusieurs rainures connectées. Deuxièmement, il joue trois rôles dans la collecte du liquide, la distribution de gaz et la distribution de liquide. C'est pourquoi il est nommé "distributeur air-liquide à gouttière" Les caractéristiques de performance du distributeur air-liquide à gouttière sont :
(1) Multifonction. C'est une pièce intérieure qui a quatre rôles : collecte de liquide, distribution de liquide, distribution de gaz et extraction latérale.
(2) Plus compact. C'est un distributeur d'air et de liquide quatre en un, et sa hauteur totale occupée est d'environ 0,5 à 1 mètre plus basse que le tube poreux, la gouttière multipolaire et le distributeur à buses. Cela crée des conditions favorables pour transformer la tour à plaques à ligne latérale en une nouvelle tour à remplissage sans augmenter la hauteur de la tour.
(3) Anti-obstruction. Le fond lourd dans la couche de liquide, les objets légers flottant dessus, le débit de liquide au milieu des trous est plus élevé, les saletés ont du mal à obstruer les trous.
(4) Anti-remous. La recherche et la pratique ont prouvé que la casquette en forme de queue d'hirondelle et le tube guide spécial provoquent un écoulement de séparation diphasique air-liquide, ce qui résout complètement les problèmes de "remous de brouillard" et de "remous du film ascendant". Avec le changement du type d'ouverture et du niveau de fluide, le facteur d'énergie cinétique du gaz dans la colonne ascendante augmente de 7 à 15. Et le liquide provenant des orifices Φ 3~Φ 8 sans tube guide sera remonté lorsque le facteur d'énergie cinétique du gaz dans la colonne ascendante F (3,87~4,38).
(5) Élasticité élevée. L'élasticité opérationnelle du distributeur de liquide passe de 1,5:1 à plus de 10:1, ce qui en fait un distributeur de liquide à haute élasticité.
(6) Niveau de fluide de levage. En changeant le type structurel du tube guide spécial, en utilisant la pression sèche du disque de réservoir du distributeur vapeur-liquide comme force motrice, il est possible de faire passer le niveau liquide au-dessus du trou de pulvérisation de h1 à h2 = h1 + △h, ce qui correspond à la fonction de levage du niveau du distributeur vapeur-liquide du disque de réservoir. Comme tout le monde le sait, lorsque la densité de pulvérisation liquide de la tour de remplissage est dans la plage de déclin (0,2~2 [m2/m3 h]), l'ouverture de pulvérisation conçue est très petite, le niveau liquide sur le trou est trop bas et les saletés peuvent facilement obstruer le trou de pulvérisation, ce qui apporte d'importants défis pour la conception d'ingénierie. Le développement de la fonction de niveau a apporté une nouvelle percée dans la conception du distributeur de liquide, améliorant efficacement les écarts de niveau causés par la baisse du niveau liquide, ainsi que l'uniformité de pulvérisation.
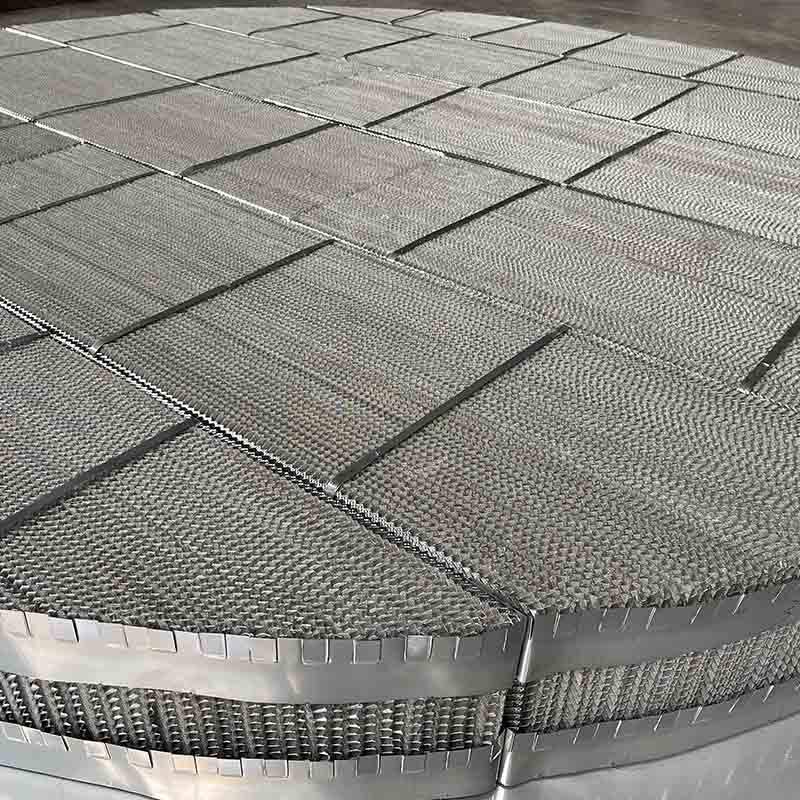
(7) Le liquide tissu est tout. Collecteur de liquide de type versement uniforme, la profondeur de la couche de liquide est grande, la chute du niveau de liquide est très faible, les points de pulvérisation sont distribués géométriquement, afin de garantir que le liquide atteigne 50 mm de hauteur, avec une déviation maximale de moins de 4 % pour la quantité de pulvérisation des petits trous.
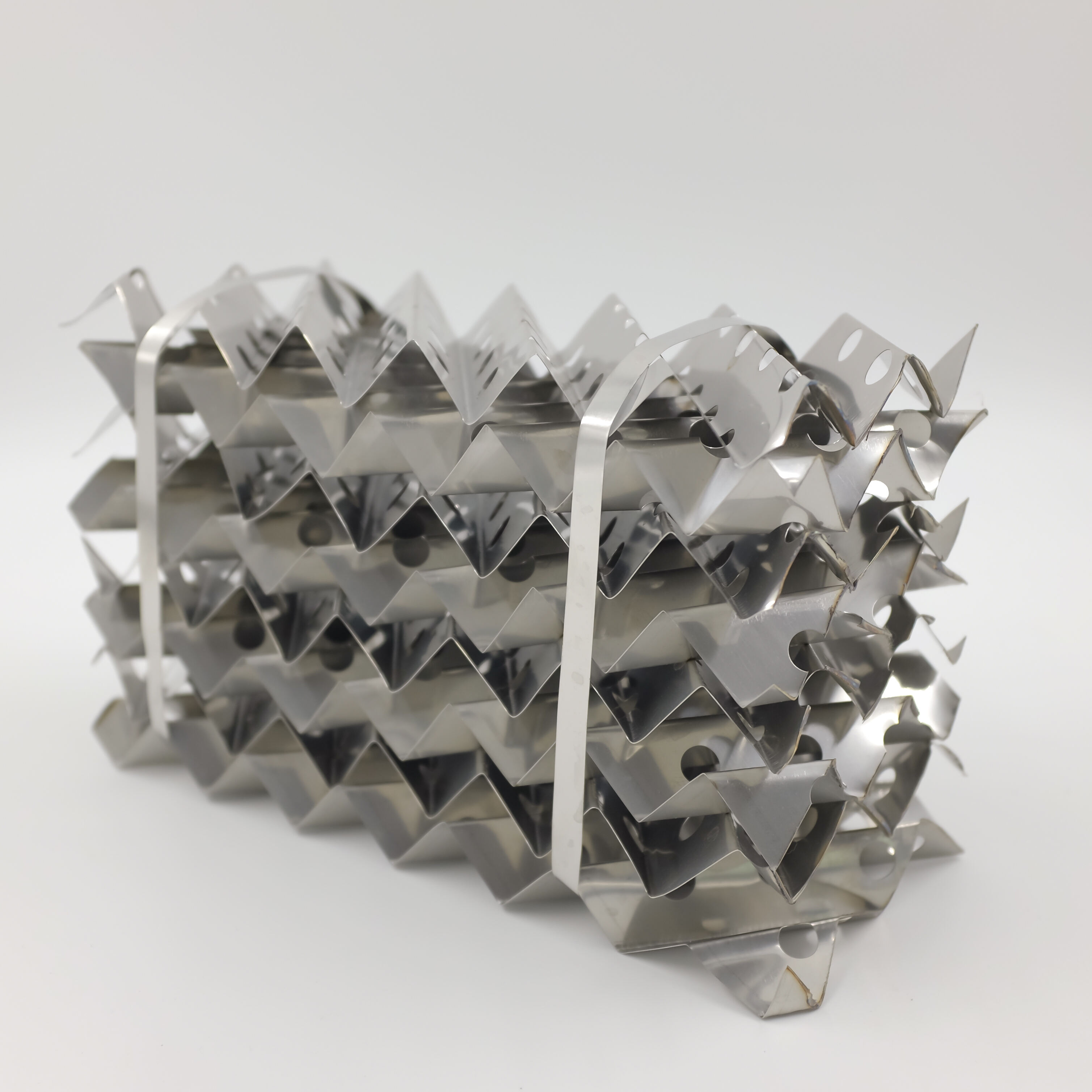
(8) Répartir uniformément le gaz. Parmi les diverses plaques de distribution de gaz, la plaque de distribution de gaz avec tube à gaz rectangulaire présente d'excellentes performances de distribution de gaz, surpassant celle avec tube à gaz rond et le collecteur de liquide à plaque inclinée avec anneau de collecte de liquide. Bien que le collecteur de liquide à plaque inclinée soit largement utilisé, avec un bon effet de collecte de liquide et une faible résistance au gaz, en raison de l'existence de l'anneau de liquide qui crée un effet de goulot d'étranglement et de l'effet directeur du gaz incliné, il est facile de provoquer un écoulement asymétrique de gaz, ce qui constitue un grave défaut pour les grandes tours dont le rapport diamètre/hauteur (hauteur de la couche de remplissage par rapport au diamètre de la tour) est inférieur à 1.
(9) Adapté pour la vapeur flash. Parmi les divers distributeurs de gaz et de liquide en alimentation flash, le distributeur de vapeur et de liquide en forme de rigole offre les meilleures performances. Complété par un pré-distributeur tubulaire ou un distributeur d'alimentation en circulation tangentielle double (simple), il résout de manière satisfaisante le phénomène de distribution inégale du liquide causé par la mousse retient et projections.
(10) Il devrait être produit à l'extérieur. Le distributeur de liquide en disque est le meilleur type structurel produit par la ligne latérale de la tour de remplissage multi-ligne. Comme il est bien connu, le liquide sur la plaque de collecte doit s'écouler pendant 3 à 5 minutes lorsque la ligne latérale est extraite, donc le niveau de liquide est élevé. Lorsque la densité de pulvérisation est faible, le niveau du distributeur de liquide en disque perforé est bas, ce qui ne résout pas le conflit entre les deux. Le faible niveau de liquide au-dessus des trous de pulvérisation du distributeur de vapeur et de liquide en disque de réservoir garantit que le liquide est distribué sous une faible densité de pulvérisation, et le niveau de liquide élevé en dessous des trous de pulvérisation garantit que la ligne latérale peut être extraite pendant 3 à 5 minutes, résolvant ainsi le conflit entre les deux.
(11) Liquide de remplissage. L'industrie rencontre souvent en partie supérieure une plaque de valve flottante, et en partie inférieure une tour de remplissage. Entre les deux, la collecte de liquide peut être à plusieurs étages, de type rainuré, de type tube poreux ou de type distributeur à buses : lorsque la valve flottante est soufflée après une fuite locale, cela provoque un phénomène de distribution inégale du liquide. Et la fonction de fuite du distributeur de vapeur et de liquide du disque de réservoir élimine le problème de distribution inégale du liquide causé par la fuite de la plaque.
(12) La réduction de pression est relativement faible. Le taux d'ouverture du distributeur de liquide à disque est supérieur à 30 %, donc la perte de charge du distributeur de liquide à disque est inférieure à celle de la plaque sèche, généralement en dessous de 0,5 mm Hg. (13) Mélange uniforme. Les performances de mélange en profondeur et de température du liquide sont légèrement inférieures ou équivalentes à celles du distributeur de vapeur-liquide à disque multicanaux, tandis que l'uniformité de distribution du liquide n'est pas inférieure. Il est situé à l'extrémité inférieure de la section de retrait thermique ou de la section de retour de pompe. (14) Large gamme d'applications. Bien qu'il soit né dans certaines conditions, son champ d'application ne se limite absolument pas à des conditions spécifiques. Il convient aux colonnes de grande et moyenne taille dans les processus de distillation ou d'absorption sous pression atmosphérique, décompression et pression. En particulier dans les situations de forte charge gazeuse, faible charge liquide ; forte charge gaz-liquide et propension à l'entraînement, facile obstruction. Cela élargit considérablement le champ d'application du distributeur de liquide à disque.